Welcome to BMW-Brilliance




Following the new standards of BMW iFACTORY production network, BMW's Plant Lydia is a major extension of BMW Brilliance's production base, with a total area of 2.9 square kilometers, equivalent of 406 football fields. Construction started in April 2020, and the start of production has already been achieved in May 2022. It takes only 2 years from construction to production at Plant Lydia with a perfect combination of German technology and Chinese speed. At the BMW Group, the meaning of "i" is electric, and BMW iFACTORY is also geared towards e-mobility.
June 23, 2022, Plant Lydia was officially opened. As the biggest single investment in the history of BMW in China, Plant Lydia confirms the BMW Group's long-term confidence in Shenyang, in addition to adding new drivers to the development of the auto industry in Liaoning. Plant Lydia is a blueprint for the BMW iFACTORY – the masterplan for future production that is LEAN. GREEN. and DIGITAL.
The Plant Lydia gets its Chinese name "Li da" from the village where it is located, but with subtly different Chinese characters to create the meaning "all goals will be achieved".
According to the world-class plant planning, the plant has four workshops, which are Press Shop, Body Shop, Paint Shop and Assembly, to build a complete a car based on four technologies. The overall design of Lydia Site is directed towards electric vehicle production, but it is also able to produce all other models flexibly and efficiently to meet the needs of the market and customers. Lydia Site is the exclusive production location of the BMW i3 and also produces the all-new BMW X3.
Communication Center can be seen as the center of the Lydia. Unlike the traditional design of building space areas, the Communication Center is more like a dynamic and efficient "nerve center", integrating production, office, service, humanities, and connecting all employees of the whole site through intelligent technology. In the comfortable office environment, there are also thoughtful facilities such as a gym, a cafe, and a medical center. Of course, you can also sample world cuisine in a varied restaurant.
In the middle of Communication Center, the vehicle transport system that runs through the office building. It is the epitome of efficient logistics in a BMW iFACTORY. Every car produced at the Lydia Site goes through on this conveyor belt, after its journey from the body shop to the paint shop, and then to the final assembly. This not only saves space, but also keeps the consistent speed of vehicle transmission with the beat of production, allowing managers to know the production beat in real time, ensuring more efficient logistics. This design of integrating office and production area not only improves the efficiency of product operation in each workshop, but also makes every employee here feel at any time the pride and satisfaction brought by the works they have created.
Press Shop is the starting point of the production process at the Lydia Site. It is one of the most advanced and efficient workshop in the BMW Group, with the world's most advanced 5-stage servo press line with length 92.9 meters, width 24.2 meters and height 12 meters. Height below floor is 5 meters. The total press force can reach 9,100 tons, and the press accuracy can reach an amazing 0.02mm, which brings the perfect arc of BMW body. It works at a high speed with a production beat of 18 times per minute and enables the recycling of impact energy in real-time. Lydia Press Shop also install a Steel/Aluminum separation Scrap Conveyor, support set up the Closed Loop of material. It will make great contribution to CO2 emission reduction, meanwhile promote the circular economy.
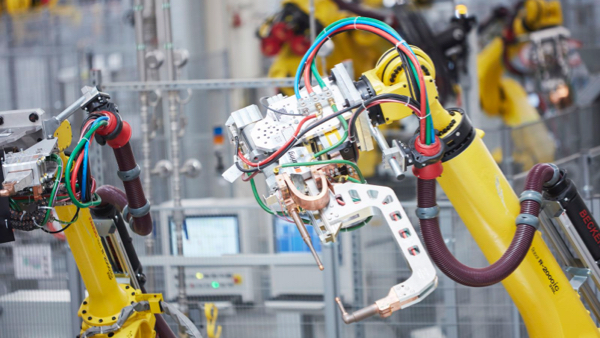
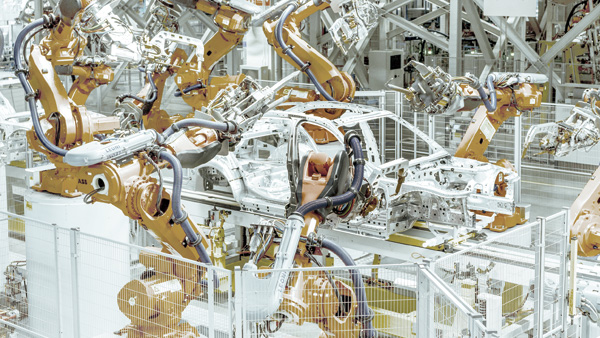
Lydia Body Shop has 807 robots; automation rate is 95%. Body Shop use the predictable and preventable maintenance, including robot zero down time and welding gun big data analysis can figure and eliminate any tiny abnormal condition. It will reduce the equipment shutdown and spare part replacement, improve the efficiency, and reduce the operational cost.
Automatic grasping and obstacle avoidance are achieved by Inverse Kinematic manipulator in Lydia Body Shop. It is a revolution of vision and motion planning. The 4th generation E Welding gun utilized in Lydia Body Shop. The advantage of BMW 4th generation servo welding gun is roller screw, no maintenance requirement within 10 million welding spots, welding pressure deviation within +-50N. The 12bar compressed air requirement is cancelled. It can save the energy and the operation cost will be reduced 3 million RMB each year. And Lydia Site is the pilot to use the E-oven which with the same level of energy consumption while leading to zero emission.
Lydia Paint Shop is the 1st Paint Shop that designed and implemented based on BMW Blueprint concept, with high digitalization rate, low energy consumption and VOC emissions. Lydia Paint Shop is the 1st BMW paint shop that realize skid-less painting technology with special conveyor, greatly reduce energy consumption and save space. Finish area adopts multi-line arrangement, spot repair room use box layout equipped with the world’s 1st smart AGV used in Paint Shop, highly improved the flexibility of production line, using BMW TOF latest control standard, which leads the paint shop control technology from accuracy and digital control. Digitization can not only ensure production quality more accurately ,but also monitor production energy consumption. Digital energy monitoring system in use to monitor energy consumption of each area in paint shop, it is the energy saving foundation for production steering.
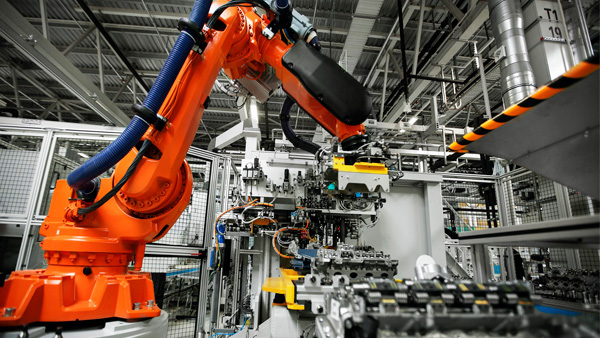
Lydia Assembly has a high degree of flexibility, high efficiency, environmental protection and humanization design. The flip angle of the light-duty workstation and the height of the heavy-duty workstation can be freely adjusted, so that associates of different heights can work in the most labor-saving and comfortable posture. At the same time, 3D printing finger covers are also used in the installation of the workstation to provide better personal protection for employees in production operations.
Lydia Site adopts the JIS (Just in sequence) mode of sequential production and sequential supply. Lydia Site has also applied innovative digital twin technology to the wedding station and built a digital system to debug the assembly process and find possible errors in the software in advance to ensure that.
In the final line, the assembly wearable devices that serve the efficient production of employees: professional glove scanner + hands-free mobile printers. Employees put the printer at their waist and wear glove scanners in their daily operations, and the goods can be marked immediately through scanning inspection, thus reducing employees' walking distance in large areas and reducing the risk of incorrect marking.
In Lydia, BMW Brilliance logistics department manages the parts with structural arrangement of lean strategy, so the material is infinitely close to the production line, which greatly shortens the distance and time of material supply lines. This structure also retains the flexibility of the production line modification to the greatest extent and can adapt to future changes.
Through various production big data accumulated over the years, the agile logistics management platform can help the business department quickly understand and solve problems, and at the same time foresee possible future production risks and hidden dangers. In the "Goods to Man(G2M)" area, Lydia Site is equipped with the most complex system function of all BMW vehicle plants worldwide. AGVs transfer Goods (Parts) to Man (Operators) instead of traditional process by Man (Operators) to Goods (Parts) for picking and moving. G2M brings higher efficiency, better flexibility to meet the future challenges.
The opening of Lydia Site marks the successful landing of BMW iFACTORY strategy in China. In response to the new trends in the automotive industry, the BMW Group is firmly transforming to “electric, digital and sustainable”. BMW iFACTORY strategy aims to provide solutions to the most complex challenges facing the transformation of the automotive industry, and to set a standard for automotive manufacturing with the production principles of “Lean, Green and Digital”.
As the latest result of BMW iFACTORY strategy, Lydia Site shows the world what the future factory will look like: Lean, Green and Digital, perfect for future mobility. Lydia Site is the first site of BMW Group that has been planned and simulated entirely in a virtual environment from the very beginning, with the extensive application of 5G, artificial intelligence, data science and other cutting-edge technology, truly “industrial metauniverse” into the reality.
Meanwhile, Lydia Site is geared towards e-mobility and fully flexible to produce all vehicle models, and in any order, up to 100% electric vehicles. Lydia Site also has the BMW Group’s first highly integrated Centralized Measurement Process (CMP). A centralized location for quality analysis, bringing together quality data, state-of-the-art technology and quality experts for in-depth testing and analysis, and fast problem-solving. This scientific approach is securing highest-quality products for customers.
With its optimized layout, environmental-friendly architecture and landscaping, and energy-saving equipment and processes, Lydia Site is building world-class BMW cars in the most sustainable way.
Lean, green and digital run through in every process and every detail of Lydia Site. The three iFACTORY strategic visions are independent but complementary to each other.



BMW Brilliance Plant Dadong is the start of BMW’s domestic production,it has witnessed the complete and successful development process of BMW Brilliance in China.
The construction of a new plant in the northeast Plant Dadong began in 2014, which boasts complete four technologies, and it’s officially opened in May 2017. In November 2020, BMW iX3 made in Plant Dadong was exported to the world market, which proofed that BMW Brilliance Automotive is delivering its “In China, for China and for the world” promise.
As plant business gradually grew, in April 2022, BMW Brilliance Plant Dadong Extension Project, with a space at 910,000 square meters (Equivalent to the size of 125 football fields) was successfully completed, which reformed and extended four technologies, including press shop, body shop, paint shop, and single roof assembly & logistics shop with 2 independent assembly lines. Also, we built new infrastructures such as the largest dedicated railway for finished vehicle among BMW production network, long test track, distributed solar photovoltaic system, and combined heating and power project, etc., laying a solid foundation for the development of Plant Dadong towards BWM iFACTORY, which represents BMW Group's production strategic vision of "Lean, Green, Digital".
With the completion of Extension Project, Plant Dadong provides fully flexible production of internal combustion engine vehicles (All New BMW X5, New BMW X3 and All-New BMW 5 Series Long Wheelbase) and battery electric vehicles (The First-Ever BMW i5 and The iX3), and responds promptly to future market trends and variable customer demands.
The new plant utilizes industry leading 6-stage servo press line with total pressing force of 10,300 tons, and it can press metal materials such as high-strength steel and aluminum. The third generation Schuler press line enables high efficiency, and the press speed is 18 strokes per minute, with high level of precision up to 0.02mm. The pressing of aluminum is more difficult than that of steels, and computers are used to calculate the spring back parameter of aluminum accurately for precise process. With combination between production line and production system, and it could monitor and analyze real-time production data, so as to improve production efficiency and guarantee quality. Moreover, scrap aluminum and steel are separated and recycled in press shop, making a significant contribution to further CO2 emission deduction.
With approximately 1,600 robots and a variety of connecting technologies serving the production line with an automation rate up to 95% in body shop. We have largest TITAN robot from KUKA with a load capacity up to 1.3 tons, grabbing under body deftly, which ensures stability of body accuracy of 0.1 mm action repeatability. Also we use man-machine collaboration technology and big data to create an advanced quality control system, and achieve 100% inline automatic measurement of body-in-white, as well as measurement data link and parts traceability, to ensure the consistency between body-in-white and retail cars, to provide customers with high-quality car body appearance, excellent performance and driving experience.
The paint shop comes with Integrated Paint Process (IPP) technology, and compact technology area size is for building’s energy saving. The highly automated paint process not only secures production efficiency and quality, but also saves energy. Innovative bottom painting removes the middle painting step and heating process for great efficiency. Advanced 3-phase-oven can precisely control the temperature needed for painting of mixed body materials that expands differently in nature, so as to secure accurate body size. The RoDip process revolves the body 360° on its own axis during the dipping process, takes less space, consumes less chemicals and decreases pollution. The newly added PVC weld bead gluing technology further improves tightness, acoustic optimization, imputrescibility and flexibility. The offerings of 15 colors and 2 systematic colors can fully satisfy customers’ special demands and obviously decrease cost and save time. Big data system is integrated into the entire manufacturing process, and tailor-made Online Process Control system (OPC) has effectively avoided potential problems.
International Production System – Identification (IPS-I) went live in 2021 in Plant Dadong assembly shop, replacing the paper job card with the i-tag. When activating i-tag, the system knows real-time location (Positioning accuracy at 30 cm) and specification and of cars in production line, and through Bauteil und Varianten Information Systems (BVIS), part installation and quality tips are carried out for assembly line operators. We regard product quality as our responsibility, high-precision electronic torque control system is used in all key processes, and bolt tightening data up to 280,000 times a day is for deep machine learning through big data system. Basing on ensuring data qualified, any potential abnormal fluctuations can still be found for engineers to predict and eliminate potential risks before problems occur. The shared finish line can provide water-spray test and short track test, etc. for All new BMW X5 and New BMW 5 Li simultaneously to assure product quality. Our assembly lines are equipped with highly ergonomic design, such as height adjustable interior skillet lines and tilting conveyor lines, which can lift or tilt cars to different positions to create a comfortable and healthy working environment for line operators; The Automated Guided Vehicles (AGV) are used for component transportation to lines, as a result that logistics forklifts only works in logistics supply area and this provides safety to technology operators.
Logistics is responsible for delivering right parts to the right place at the right time through different methods, also adhere to “Win-Win” to collaborate with suppliers sincerely. With the rapid development of the digital technics, the concept of smart Logistics is gradually implemented in different areas in Logistics Plant Dadong. Automated Guided Vehicle (AGV), Pick by Light, AI Recognition and other technics are utilized to manage operation process and deliver material to all technologies. We commit to reach “Zero Defect” and “Zero Waste”, also take “Sustainability” as an important concept. Digital technics are used to improve efficiency and in a meanwhile we build “Green Logistics”. We connected to deliver excellent service.
With the core concept of sustainable development of BMW Group, Dadong Plant derives green development and fully supports China's goals of carbon peaking in 2030 and carbon neutrality in 2060. As the first batch of factories selected as "National Green Factory", it has won this honor for six consecutive years. We have passed ISO14001 and ISO50001 certificate. Meanwhile, integrate the environmental policies of BMW Group into daily management. Responding to unprecedented challenges under global climate change, we forge ahead. Every year, environmental targets achieve effectively promoted through cross-departmental collaboration. In 2019, the BMW Brilliance Shenyang production base has been fully powered by renewable energy and is committed to promoting the use of 100% renewable energy by major suppliers. We establish reclaimed water reuse system to continuously maximize the comprehensive utilization of wastewater and reduce the water consumption of a single unit year by year, currently in Plant Dadong extension paint shop, we fully achieved zero process water and technology energy efficiency will also be further improved. Assort state-of-the-art VOC treatment facilities to significantly regulate emissions, and promote waste reduction via optimizing waste classification and manage processes.
New Plant Dadong owns high quality staff with high technical background and rich experience. Relying on the professional talent training system, our products can be guaranteed with strict quality standards of BMW Group. Both high quality staff team and advanced equipment and process are the pride of New Plant Dadong.





BMW Brilliance Plant Tiexi is one of the advanced and sustainable plants in the Chinese automotive industry. The construction work started in June 2010 and only 18 months later the first car was rolling off the production line, which vividly showed us with “Chinese Speed”. Celebrating the official opening on May 24th, 2012, the fully-fledged plant includes all workshops needed for the car production occupying an area of more than two square kilometers. At present, the product line-up in Tiexi includes the BMW 3 Series (long wheelbase and standard wheelbase), BMW X1, BMW iX1. Early 2017, following an assessment by the Liaoning Tourist Attraction Rating Commission, the Plant Tiexi was approved as a National AAAA Tourist Attraction. It is the first production plant attaining such an honor within the Chinese automobile industry, which is also a foremost example of Industrial Tourism in China.
Press Shop has the world’s leading 6 station servo high-speed Press machine (maximum stroke of up to 17/min, maximum pressure up to 2500 tons), Coil line (maximum stroke of up to 60/min, maximum pressure up to 1250 tons), Triple Scan III (measuring accuracy up to 28 microns), Milling machine (milling accuracy up to 10 microns) and other advanced facilities, with high efficiency, high precision low energy consumption and low noise. Through the process of blanking, drawing, trimming, flanging, shaping, punching and other processes, according to demand we provide sufficient quality steel / aluminum products to Body Shop on time. Press Shop as the first step of vehicle manufacturing process, adhering to the vision of driving excellent manufacturing, realizing zero defect quality, supervising of the supplier and responsible for customer, providing quality, perfect, zero defect products and services all the time.
Body Shop use BMW advanced automotive technology, to provide customers a safe, high quality car body with efficient, intelligent modern production line. Body Shop has the best materials, joining technologies, automated production and quality inspection systems in the world. The main features are as follow. Up to 16 joining technologies are used for car body, including advanced laser welding, ball welding, and riveting etc. To guarantee the weld strength at the same time make the welding seams more beautiful that different joining techniques are applied for different functional requirements. Create art-grade car body for customers.
The paint shop is a major lever in resource conservation at Plant Tiexi. Thanks to state-of-the-art technologies and processes, water consumption, VOC emission and waste water in the paint shop are reduced to 1/3 of the industry average level 10 years ago. Applying a new technology, the car body can now dip into the tank vertically by rotating over an axis. This results in smaller dipping tanks and reduces the amount of chemicals and energy required. In addition, the Integrated Paint Process (IPP) completely compensates the primer function by an innovative base coat.
Due to the advanced and highly ergonomic work stations in the assembly shop, the staff can work comfortably with higher efficiency and better quality. The lines have been designed to move forward automatically, enabling the worker to concerntrate the assembly process without having to walk along with the car. In addition, the ergonomic swiveling units can rotate at the maximum of 90 degree angles so that the assembly staff can work in a very comfortable environment. In terms of sustainability the assembly has also to offer many highlights. Having integrated an energy recuperation system at the rolling road test station, recuperated energy is transferred to the plant grid. In addition, 90 percent of the water used in the rain test and car washing can be recycled.
A scientific logistic system plays an important role in modern car manufacturing nowadays. Materials must be sent on time with the right order to the correct location as it requires a highly efficient and flexible logistic system; At the same time, the concept of digitalization and innovation is more and more mature in Plant Tiexi Logistics, such as the technics application of Automated Guided Vehicle (AGV), Flexible inhouse bin, Logistics Data Warehouse etc. We sincerely collaborate with suppliers with “Win-Win” consideration. What is more important with pride, a railway was installed as planned to connect directly to the plant, which is more scientific and enhance the transportation efficiency for materials and completed vehicles. And in a meanwhile Logistics adhere to “Sustainability development”, take “ Zero Carbon” as target, to build “Green Logistics”.




The Powertrain Plant is the newest one of the BMW Group. It is located in the economic and technological development zone in northeast China's Shenyang City. The plant occupies an area of 0.9 square kilometers. In August 2013, the construction works of the new plant started. In January 2016, the new plant officially has opened. The Powertrain Plant hosts all the three functional areas of powertrain production, which includes foundry, machining, assembly and HVB center. The plant also has a quality performance test center as well as an inbound and outbound logistics center. It locates in close proximity to BMW Brilliance vehicle plant Tiexi and its Lydia Site. This leads to an optimized lean value stream.
The foundry is the starting point of the engine plant’s value stream. For the production of the crankcase the foundry boasts world's advanced smelter, which can reduce the energy consumption. Further highlights are: Direct connection of melting and casting by underground conveyer system with no losses of temperature and increased safety. Innovative casting feeding system to reduce return material demand. Contemporary casting of two crankcases for higher efficiency and enhanced energy usage. World-leading low pressure die casting technology brings high yield, excellent control of operative parameters, good metallurgical and technological quality. Most of the used sand can be recycled for the sand core process (highly environmentally friendly). By use of a unique wire arc spraying technology (LDS) patented by the BMW Group, an innovative coating technology for the production of cast-aluminum crankcases has been introduced: The cylinder faces of all crankcases are coated with a wafer-thin layer of iron particles applied in liquid form. This results in a lower internal friction in the engine and less fuel consumption with reduced engine weight.
In the machining workshop two core engine components cylinder and cylinder heads are machined. The raw cylinder material is provided by our own workshop. The raw cylinder heads material is provided by supplier. From a raw to product, it will pass a series of incising, drilling, grinding, milling and robot assembling operations. Highlights in machining shop include usage of the latest machining technology similar to the other plants in Europe, thus resulting in the same excellent quality and accuracy. Each machining operation utilizes the latest gauging technology to check the features machined for diameter and depth. In order to meeting BMW technology requirements. Latest high-pressure washing machines are used to clean the components to ensure absolute technical cleanness. And during the high-pressure washing, the burr in the hole will be clear away. We are manufacturing to extreme tolerances e.g., Valve/guide bore 6 microns of human hair.
In engine assembly, the production lines are highly flexible and able to produce 3-cylinder and 4-cylinder engines at the same time. In-process quality checks are implemented at critical stages and every engine undergoes a mechanical and electrical test during the assembly build. Highlights in assembly include Assembly processes have been implemented from the European production system. Highly ergonomic production line is provided to production associates to take care of their health in the long run. To ensure zero defect production, all engines are 100% cold tested (test with oil, but without fuel). Furthermore, the engines are 100% leak tested for oil and water (coolant liquid). Highly sensitive Helium gas is used in the leak tests for the fuel system.
BMW Brilliance High Voltage Battery (HVB) Center, which is the first location worldwide to produce fifth-generation BMW high voltage batteries. The highly automated module production line employs a range of high-tech processes such as cell painting and foil and spacer application to ensure that the battery cells are insulated and isolated from each other. Plasma cleansing, laser welding, A.I. camera systems and other advanced and Industry 4.0 technologies are utilized at different stages to ensure reliable and consistent production quality. After the modules are produced, they are assembled into battery packs. A highlight of the pack line is its innovative use of automated guided vehicles (AGVs). Rather than the traditional conveyer method, the programmed AGVs transport the heavy battery packs from station-to-station along the pack line. This novel transportation system offers high flexibility as AGVs can be simply reprogrammed according to production requirements. At each station, qualified high voltage battery technicians load, mount and connect the battery modules together with connectors, battery management unit and cooling unit into the aluminum housing to assemble a complete high voltage battery pack. The batteries undergo leakage testing, and low and high voltage testing throughout the production process to ensure the best quality standards.
BMW’s electromobility ramp-up has reached a new milestone in China. A signing ceremony for the BMW Future Generation HVB Production Project was held in Shenyang in 2022. The signed agreement will see BMW Group’s Chinese joint venture, BMW Brilliance Automotive, invest around 10 billion RMB into a new structure project to expand battery production capacity at its Shenyang production base. Gen6 Battery Project in the BMW Shenyang Production Base officially delivered the building close in 2023, and the building’s main body was fully completed. The new production facilities will lay a foundation for the local application of BMW Group’s latest technology in China, as well as low-carbon, efficient and high-quality HVB production, accelerating the pace toward local production of the NEUE KLASSE. The Gen6 battery project will use geothermal heating for the first time; it also utilized advanced digital technologies such as VR and AR in the planning and construction process, so as to complete the project with high standards, high quality and high efficiency.
| Foundation | Aug. 2013 |
|---|---|
| Start of Production | Jan. 2016 |
| Area | 900,000 m2 |
| Employee | Approx. 2,200 |
| Production Technologies | Engine: Foundry, Machining and Assembly High-voltage battery: Cell Painting, Module Production, Battery Assembly |
| Products | Latest generation 3-cylinder and 4-cylinder BMW twin power petrol engines and high-voltage batteries |
| Capacity | After a ramp up period, the powertrain plant will be able to meet the production demand from the vehicle plants – Dadong ,Tiexi and Lydia Site. |
| Core Components | Cylinder head, Crankcase, High-voltage battery |
| Timing | Event |
|---|---|
| Aug. 2012 | BMW Brilliance announced to build a Powertrain Plant |
| Aug. 2013 | Groundbreaking ceremony |
| Nov. 2014 | First cast of Foundry |
| Jan. 2016 | Official opening |
| Oct. 2017 | HVB center opening |
| Sep. 2020 | HVB center II opening |
| Nov. 2022 | Signing ceremony of BMW new battery production project |
| May 2023 | BMW Gen6 battery project groundbreaking |
| Nov. 2023 | BMW Gen6 battery project building close |






BMW Brilliance R&D Center is located at the company’s Plant Tiexi in Shenyang, China. With a wide range of new R&D facilities added by BMW Brilliance, China is the BMW Group's largest R&D Center outside of Germany, and further equips BBA for future growth. Construction of the first phase of BMW Brilliance R&D Center began in 2012 and it opened in 2013. Since its establishment, the Joint Venture has steadily expanded its local R&D activities and competencies and built up its R&D facilities. An engineering workshop and an office building opened in September 2016 and early 2017 respectively;R&D Phase II extension project expands the R&D facilities of the test benches, engineering workshop and started fully operation in 2023. Meanwhile, the upgraded EMC lab stared operation, integrating advanced ICV related test equipment, through aviation-level interference and susceptibility tests, with a higher standard, to create a stronger "immune system" for digital products in the future. The upgraded BMW Brilliance R&D Center will further improve BMW's full-process development and verification capabilities for localized NEV, effectively shorten the R&D cycle and meet the needs of Chinese consumers more quickly.
With the automotive industry undergoing a major transformation and mobility shifting towards electric, autonomous, intelligent and shared, BMW Brilliance R&D has a clear focus on new energy vehicles. The team in Shenyang is driving major breakthroughs in NEV technology development and realizing full-process R&D in China from concept to delivery.
BMW Brilliance R&D Center is equipped with a Powertrain Hi-Flex and E-Machine Test Bench and is at the forefront of premium HV battery development. Supported by BMW Group’s highly advanced power battery design concept, BBA works with local partners to jointly develop world-class and tailored battery solutions in China. BBA has achieved full-process development and validation of its high voltage battery housing, which consists of electronics, mechanical design, system structure and functions, and integration. This in-house work ensures high quality and an excellent powertrain system for its premium NEVs. Furthermore, BBA is helping to strengthen and promote the fast development of China’s NEV battery industry by providing technical support to local suppliers for large-scale industrial production.
BBA is committed to building a comprehensive NEV eco-system in China and aims to remain an e-mobility pioneer. The New R&D Center will take a leading role in the development of the company’s forthcoming and future NEV models.
BMW Brilliance R&D Center features state-of-art facilities and is capable of complete vehicle testing. As well as extensive test benches, laboratories and machinery, such as Climatic Chambers, an Insulation Lab for NVH (Noise, Vibration and Harshness) quality testing and an Emission Dyno Test Bench, BBA assures the quality of its vehicles through extensive track and real-world road testing.
BMW Brilliance R&D team is responsible for system and parts R&D, vehicle testing, quality work and homologation of all China exclusive models. Throughout these processes, the R&D team proactively engages suppliers to develop capabilities and embed premium quality along the value added chain. In addition, the localization of international suppliers has supported the fast growth of BBA and attracted more investment into the city of Shenyang.
Through the upgrade of its local capabilities, the BMW Brilliance R&D center is in an even stronger position to attract international expertise and foster local talent. The R&D center is led by a top-class management team that has created an innovative-thinking and inter-cultural team spirit with many Chinese engineers regularly visiting Germany for training and work assignments. With Chinese engineers and technicians making up more than 90% of the R&D workforce, the BMW Brilliance R&D center is a cradle for nurturing excellent local talent.
BMW Brilliance R&D Center Core Competence Fields
• NEV development, calibration and integration
• China specific module and integration work
• Complete Vehicle Integration and Validation
• Homologation of locally produced cars
Milestones
2012 BMW Brilliance R&D Center Groundbreaking
2013 BMW Brilliance R&D Center Phase I Opening
2015 BMW Brilliance R&D Center Phase II Groundbreaking
2017 BMW Brilliance R&D Center Phase II Opening
2020 BMW Brilliance R&D Center Phase II Extension Groundbreaking
2023 BMW Brilliance R&D Center Phase II Extension Opening




February 2017, according to the evaluation by Liaoning Quality level of tourist attractions committee, BMW Brilliance Plant Tiexi has been announced as National AAAA Tourist Attraction. As the model of industrial tourism project, BMW Brilliance Plant Tiexi presents an industrial corridor with great value for the public with today's modern production technology, environmentally friendly and fashionable architectural design concept and humanistic and considerate service.
The Specific Type of Reservation:
1. Individual Visitor Reservation (Form a group of less than 20 people)
We provide a plant tour service for individual visitors at 14:00 at a fixed time slot from every Monday to Friday. The duration of the tour is approximately 1.5 hours.
2. Exclusive Group Reservation (For groups up to 20 people)
We provide guided tours for group visitors from 09:00 to 17:00 at a fixed time slot from every Monday to Friday. The duration of the tour is approximately 1.5 hours.
3. Children's group Reservation (For children aged 6 to 14 years old, must be accompanied by a parent)
We have a children's group at 14:30 every Friday and each child must be accompanied by at least one parent. The duration of the tour is approximately 1.5 hours.
For safety reasons, children under the age of 6 are not allowed to visit the plant.
4. Winter and summer vacation special privileges
In case of winter and summer vacation, considering the increase in the demand for children's visits, the plant will add a children's group visit every day according to the actual production situation and the scheduled period. (Please contact the Reservation Center for details.)
Plant Tiexi provides tour guide service in Chinese, English, Japanese and Korean.
All plant tours must be booked in advance, Unscheduled site visits will not be accepted. If you would like to book a group visit or a children's visit, please contact the reservation center in advance. Individual visitors over the age of 14 can purchase tickets in advance on platforms such as Meituan and C-trip.
Monday – Friday (The specific opening time is subject to the actual production situation of the Plant. Please communicate with the reservation center in advance for confirmation).
Hotline: +86 024-84555656
Email: planttourservice@ctg.cn
| Type | Price |
|---|---|
| Individual visitor (mixed group) | 60 CNY |
| Individual visitor at a reduced price | 50 CNY |
| Exclusive group (20 people) | 860 CNY |
| Exclusive group at a reduced price | 700 CNY |
*Discounted price (Eligible with below valid documents )
*Free Ticket policy (Free admission requires telephone reservation in advance for the date and session)
 辽公网安备 21010402000269号
辽公网安备 21010402000269号